产品展示
当前位置:网站首页 > 产品展示 > 详细信息| 静压自动造型线 |
| 添加时间:2017/4/13 11:18:19 浏览次数: |
  静压自动造型线采用吹气预紧实加多触头高压压实造型技术,砂型硬度高、紧实度均匀,合箱精度高,铸件精度高、成品率高。砂型平均硬度90-95,同面硬度差﹤±5,错型量﹤0.3㎜。液压多触头压实、比例减压阀调压,压实比压分区可调,最高达1.5Mpa。 适用于大批量高档件的生产,已广泛应用于汽车铸件及其它灰铁、球铁、铸钢件生产。
造型线主要组成: 造型线主要由造型、下芯合箱、浇注、冷却、落砂五个区段组成。含静压造型主机、全套辅机、铸型输送机、电控液压系统及砂箱、型板框等工艺装备。
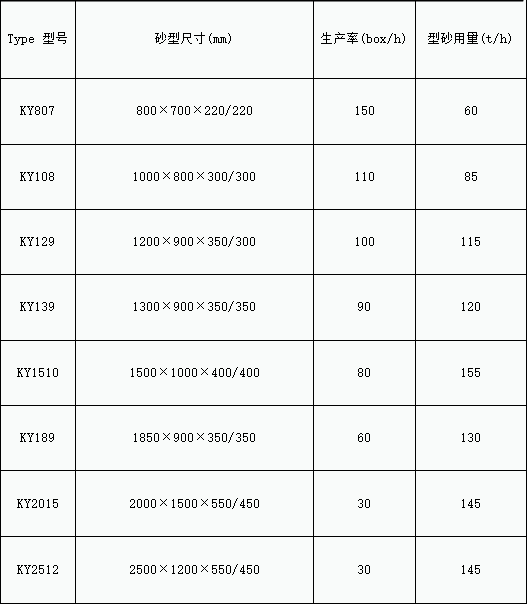
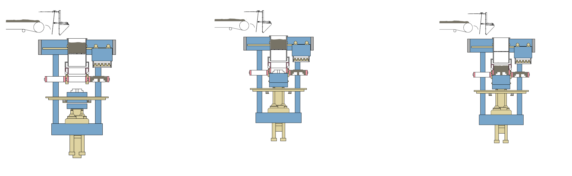
静压造型机工艺过程
1.进出箱、型板更换 2.上升接箱 3.放砂
4.多触头移入,顶紧, 吹气,压实 5.回程起模
|
| 上一页 KY41系列垂直分型无箱射压自动造型线 |
| 下一页 浇注机系列 |


Copyright © 技术支持:遨游网络